In today’s competitive business environment, product quality, hygiene standards, and operational continuity are critical factors for success. When it comes to cooling applications in the food, beverage, healthcare, and industrial sectors, ice is not merely a consumable product it is a strategic operational component. Among various ice types, cube ice stands out as one of the most preferred and professional solutions due to its durability, clarity, and slow melting characteristics.
Modern businesses such as hotels, restaurants, cafés, catering companies, hospitals, supermarkets, seafood processors, and food production facilities rely heavily on industrial cube ice machines to ensure consistent and hygienic ice production.
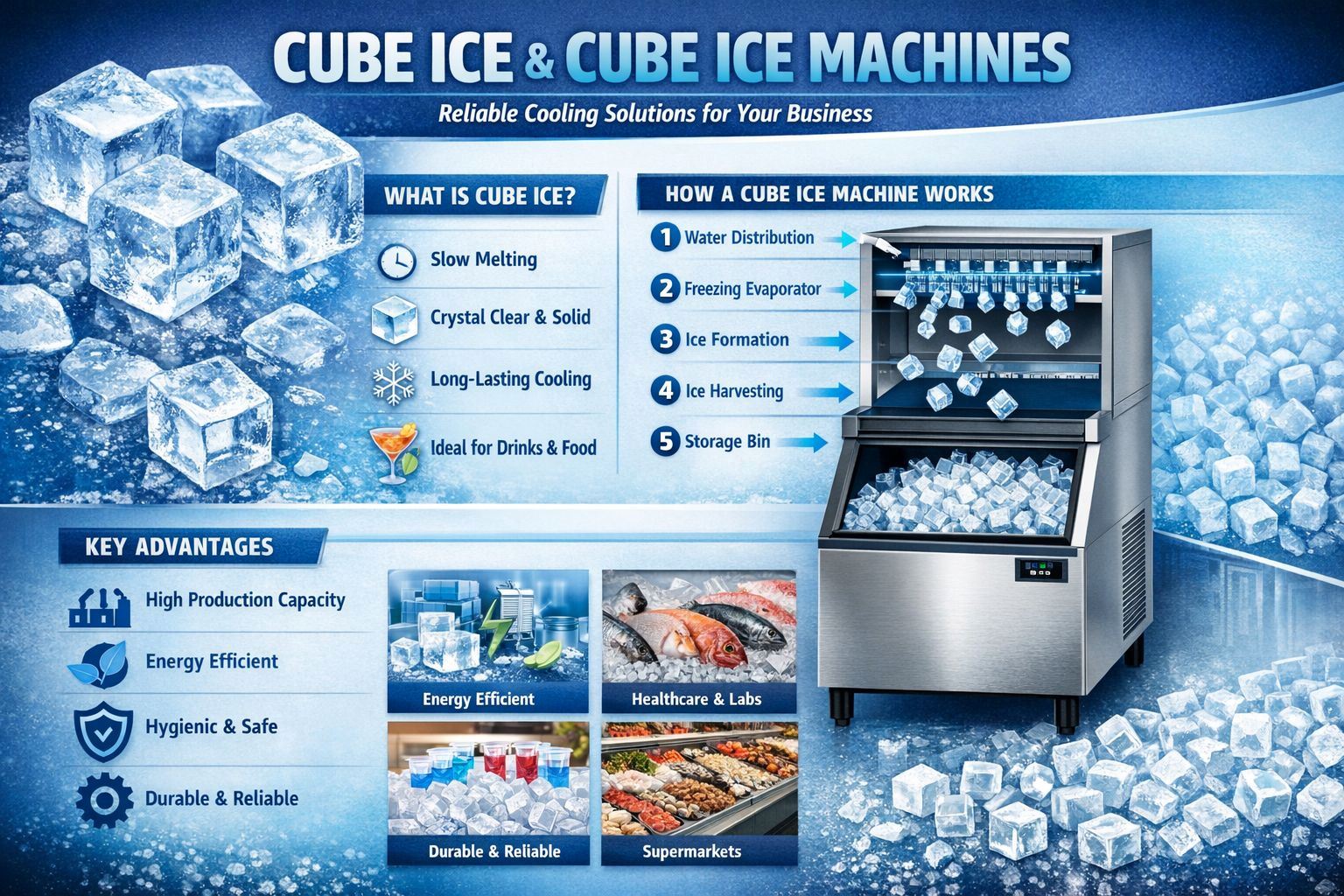
What is Cube Ice?
Cube ice is a solid, crystal-clear ice form produced in standardized shapes. Compared to other ice types, cube ice has a denser and more compact structure, which provides several operational advantages:
-
Slower melting rate
-
Reduced beverage dilution
-
Longer cooling duration
-
Professional and aesthetic presentation
-
High structural durability
Cube ice can be manufactured in full cube, half cube, or gourmet shapes depending on operational needs. In the beverage and hospitality industries, the visual clarity and structural integrity of ice directly influence brand perception and customer experience.
What is a Cube Ice Machine and How Does It Work?
A cube ice machine is an automated refrigeration system designed to freeze water into uniform cube-shaped molds. Industrial cube ice machines typically consist of:
-
High-efficiency compressor
-
Condenser unit
-
Evaporator plate (cube mold surface)
-
Water distribution system
-
Intelligent control panel
-
Ice storage bin
Operating Principle
-
Water is evenly distributed over the evaporator mold surface.
-
Refrigerant circulates through the cooling system, rapidly lowering the temperature.
-
Water gradually freezes into solid, transparent cubes.
-
During the harvest cycle, the cubes detach and fall into the storage bin.
-
The system automatically begins the next production cycle.
Depending on the model, production capacities range from 30 kg to over 2000 kg per day, making them suitable for both small businesses and large industrial operations.
Advantages of Industrial Cube Ice Machines
High Production Capacity
Designed for continuous 24/7 operation, ensuring uninterrupted ice supply.
Energy Efficiency
Equipped with optimized refrigeration circuits and high-performance compressors to reduce energy consumption.
Hygienic Production
Stainless steel construction, antibacterial surfaces, and optional automatic cleaning systems ensure compliance with food safety standards.
Durability and Longevity
Built for heavy-duty environments, offering long service life even under demanding operating conditions.
Modular and Integrated Systems
Can be combined with external ice storage bins, water filtration systems, and automated ice transportation solutions.
Application Areas of Cube Ice
HORECA Sector (Hotel, Restaurant, Café)
Enhances beverage presentation quality and customer satisfaction.
Healthcare and Laboratories
Used for sample preservation, transport, and controlled cooling applications.
Food Processing Industry
Maintains freshness of meat, poultry, fish, and seafood products.
Retail and Supermarkets
Improves product display quality while maintaining safe temperatures.
Key Considerations When Choosing a Cube Ice Machine
-
Daily production capacity
-
Ambient operating temperature
-
Water quality and filtration requirements
-
Energy consumption ratings
-
Service accessibility and spare parts availability
-
Warranty coverage
For tropical climates and high ambient temperatures, specially engineered models ensure stable performance without efficiency loss.
Sustainability and Technological Innovation
Next-generation cube ice machines incorporate environmentally friendly refrigerants such as R290 and other low-GWP alternatives. Smart control panels, IoT-based remote monitoring systems, and optimized water usage technologies enhance operational efficiency while reducing environmental impact.
These technological advancements provide businesses with cost savings, operational reliability, and long-term sustainability.
Cube ice and cube ice machines are not merely cooling equipment—they are essential investments in hygiene, efficiency, and professional quality standards. Selecting the right industrial cube ice machine ensures uninterrupted production, energy efficiency, and long-term operational performance.
For businesses seeking reliability, hygiene, and premium quality presentation, cube ice machines represent a strategic and sustainable cooling solution.